
NOŚNIK FORM tester szczelności depaletyzator rozsztaplarka do palet gwiciarka
GWINCIARKA 7-WRZECIONOWA
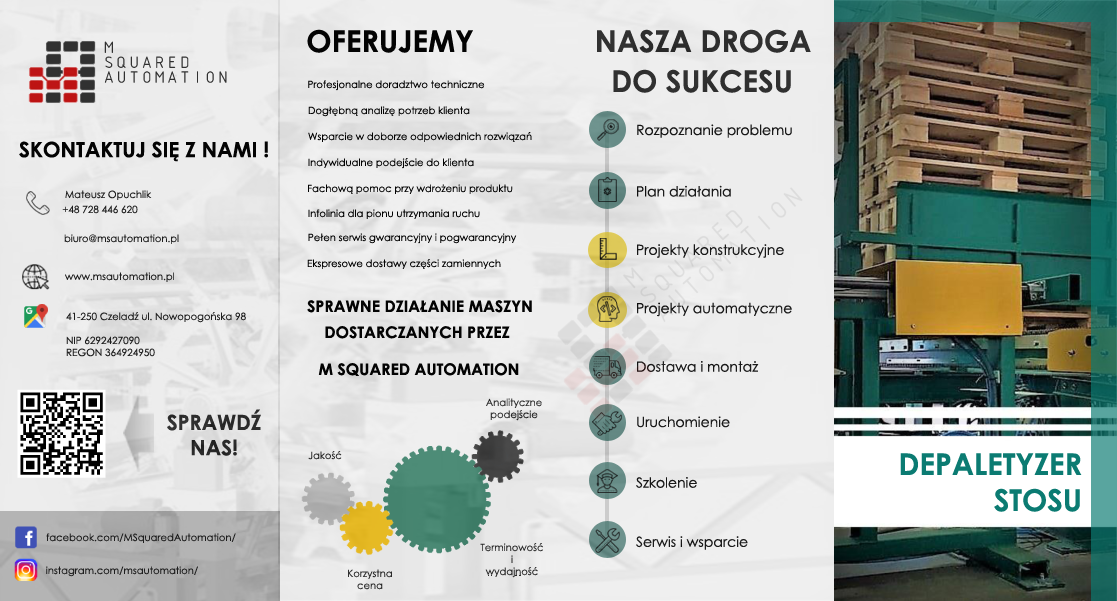
DEPALETYZER PALETYZACJA tester szczelności depaletyzator rozsztaplarka do palet nośnik form
STANOWISKO ZROBOTYZOWANE zrobotyzowane procesy paletyzacja
zrobotyzowane procesy zbijania
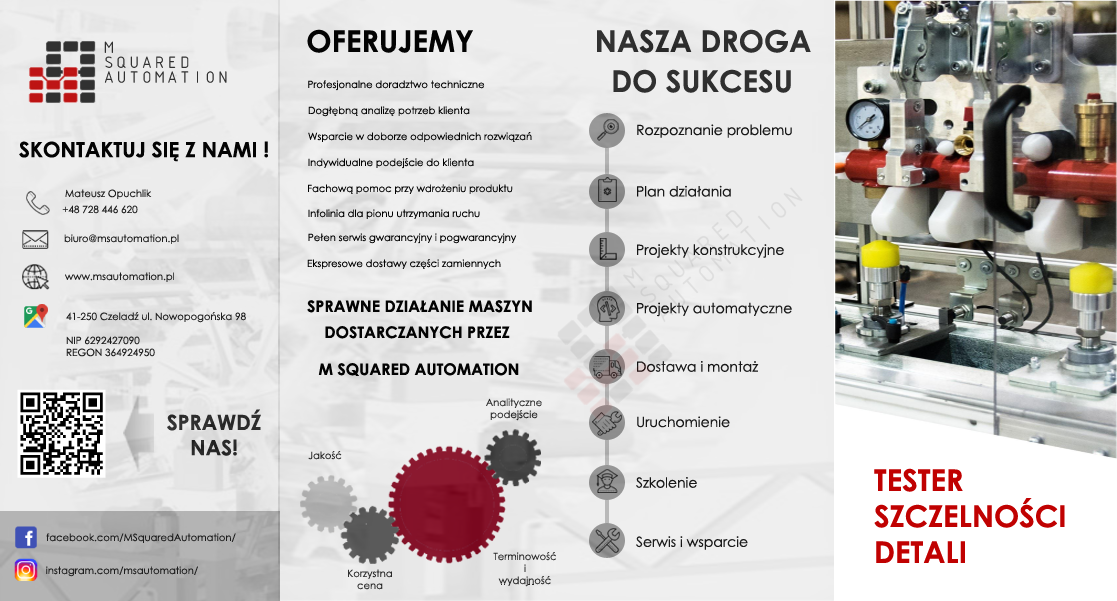
TESTER SZCZELNOŚCI depaletyzer depaletyzator rozsztaplarka do palet nośnik form
Nasza ulotka:



Nasza ulotka:

{kind=link}
{kind=link}
{kind=link}
NASZE PRODUKTY
OPIS
Urządzenie może być wykonane w różnych konfiguracjach:
- różna ilość wrzecion
- regulowana prędkość gwintowania
- regulowana głębokość gwintowania
OPIS
Urządzenie zostaje dostosowane do następujących wytycznych klienta:
- sugerowanych ruchów nośnika
- ciężaru wkładanej formy
- czasu zamykania się formy i blokujących ją sił
OPIS
Urządzenie może być wykonane w różnych wersjach konstrukcyjnych:
- konstrukcja dostosowana do różnych wysokości transportowych
- budowa modułowa na wspólnej ramie nośnej
- budowa modułowa z transportem załadowczym
- różne długości transportera
ZASADA DZIAŁANIA
Nasze nośniki form napędzane są hydraulicznie lub pneumatycznie, dzięki czemu siła blokująca oraz dźwigająca całość konstrukcji jest bardzo duża. Urządzenie ma na celu zwielokrotnienie siły nacisku, a co za tym idzie odciśnięcie się na materiale kształtu zdeterminowanego przez założoną na nośnik form formę. Na naszą maszynę nakładana jest odpowiednia forma, następnie folia ochronna i materiał z którego wykonany ma być produkt końcowy. Po czynnościach wstępnych górna część prasy zostaje zamknięta a dolna wysunięta zostaje do góry. Materiał zostaje dociśnięty z dwóch stron i formuje się w odpowiedni kształt. Po upłynięciu określonej chwili czasu nośnik zostaje otwarty i możliwe jest odebranie gotowego produktu.
ZASADA DZIAŁANIA
Operator wkłada rozdzielacz do komory gwintującej w odpowiednie miejsce, nasadzając rozdzielacz na główki pozycjonujące i naciska przycisk start. Układ nożycowy unosi rozdzielacz do góry i po chwili włączone zostają obroty gwintowników w prawo, napędzane przez dwa silniki. Stół jedzie do góry i równocześnie obracają się gwintowniki, aż stół dojedzie na odpowiednią wysokość. Smarowanie gwintowników za pomocą dysz znajdujących się bezpośrednio za gwintownikami odbywa się podczas całego procesu jazdy w górę stołu nożycowego. Podczas procesu gwintowania zastosowany został mechanizm kompensujący, zabezpieczający gwintowniki i rozdzielacz przed uszkodzeniem. Po sygnale z krańcówki symbolizującym dojazd mechanizmu nożycowego na pozycję maksymalną, przełączane są obroty, a stół zaczyna zjeżdżać w dół. Po wykręceniu gwintowników z rozdzielacza następuje zwiększenie prędkości jazdy stołu nożycowego. Na sam koniec cyklu maszyna przystępuje do oczyszczania gwintowników. Wysuwa się szczotka, która oczyszcza obracające się gwintowniki i we wnętrzu maszyny uruchamiany jest przedmuch. Otwarcie komory gwintującej jest znakiem końca cyklu.
ZASADA DZIAŁANIA
Operator załadowuje stos palet na transporter załadowczy, pozycjonując go między zderzakami bocznymi. Długość standardowa przenośnika mieści jeden stos palet. Gdy urządzenie zgłasza gotowość poprzez wyświetlenie odpowiedniego komunikatu na panelu HMI, stos wjeżdża do kolumny depaletyzacyjnej zatrzymując się na czujniku. Sprawdzona zostaje pozycja palety umieszczonej na dole stosu za pomocą dodatkowego czujnika indukcyjnego. Wsparcie wieży wraz z chwytakami sterowanymi napędem hydraulicznym jedzie na odpowiednią wysokość ustaloną z panelu operatorskiego. Stos zostaje chwycony i podniesiony na wysokość maksymalną, uwalniając tym samym paletę znajdującą się na samym dole. Układ transportowy przenosi paletę na dalszą część linii i zatrzymuje na kolejnym czujniku. W sytuacji gdy jest odwrócona, na stanowisku zaczynają działać siłowniki pneumatyczne, które obracają paletę o 180 stopni, względem jej pozycji aktualnej. Poprawnie ułożona paleta jest wypychana na drugą część linii, po uprzednim sprawdzeniu czy ta jest pusta. Kolumna opuszcza stos na odpowiednią wysokość, następnie chwytaki rozsuwają się i cykl powtarza się, aż do momentu rozładowania całości. W czasie pracy wieży operator ma możliwość umieszczenia kolejnego stosu na transporterze załadowczym, co zapewnia ciągłość pracy maszyny.
OPIS
Stanowisko zrobotyzowane może zostać przystosowane do różnych elementów zbijanych oraz paletyzowanych. Dzięki wymiennym ramkom istnieje możliwość zbijania detali dla przemysłu drzewnego o różnych gabarytach i wzorach. Całość stanowiska została zaprojektowana tak by zminimalizować udział operatorów w procesie zbijania płotów, ścian skrzyni. Dodatkowo moduł stanowiska z robotem paletyzującym znajdzie swoje zastosowanie w wielu procesach przemysłowych dla których zachodzi konieczność składania detali na równe stosy w różnych kombinacjach. Stosy ułożone w wyniku paletyzacji gotowe są do transportu do klienta i wyjeżdżają do operatora przenośnikiem transportującym.
OPIS
Urządzenie może być wykonane w różnych wersjach konstrukcyjnych:
- tor pomiarowy w wąskim, bądź szerokim zakresie ciśnień
- testery w wykonaniu laboratoryjnym lub procesowym dokładnym mogą być wyposażone w zewnętrzny moduł testujący ATEQ, który bada szczelność za pomocą wodoru lub innych gazów o małej wielkości cząstki
ZASADA DZIAŁANIA
Obrotnica będąca główną częścią stanowiska posiada trzy strony na których zamontowane są ramki. Do każdego typu detali przygotowane zostały dedykowane ramki. Na jednej ze stron operator układa deski w ramkach. Na drugiej ze stron w tym samym czasie odbywa się proces zbijania płotu lub jednej ze ścian. Na trzeciej stronie robot paletyzujący odbiera gotowy detal, który następnie dostarcza na transporter odkładczy lub przewracarkę na transporterze odkładczym robot układa stos z palet pobranych z obrotnicy oraz przewracarki i odbywa się paletyzacja. Podczas procesu zbijania na przewracarce odbywa się proces obracania palety. W trakcie zbijania w przypadku wystąpienia sytuacji opróżniania gniazda gwoździarki, robot gwoździujący wyjeżdża do stacji wymiany narzędzia i pozostawia je tam. Następnie narzędzie wyjeżdża do komory znajdującej się od strony operatora i po wymianie gwoździ jest znowu zabierane przez robota gwoździującego.
ZASADA DZIAŁANIA
Operator umieszcza detal w specjalnie zaprojektowanym gnieździe i zamyka drzwiczki. Maszyna samodzielnie bazuje element w poprawnym położeniu, uszczelnia kroćce przyłączeniowe i do wnętrza podawane jest ciśnienie. W pierwszej fazie testów maszyna wykrywa zgrubnie poprawność wykonania elementu - czy wszystkie elementy detalu (uszczelki i o-ringi) zostały na nim zamocowane. Gdy test wstępny wskazuje na poprawność wykonania detalu, maszyna przystępuje do sprawdzania szczelności. Parametry testowe takie jak ciśnienie lub czas testu są w pełni programowalne z panelu sterowania. Po zakończeniu właściwej części testu, na podstawie spadku ciśnienia maszyna analizuje czy detal jest szczelny lub czy jego nieszczelność mieści się w granicach określonych w normie. Wyniki każdego z testów zapisywane są na nośniku danych, dzięki któremu możliwe jest ich późniejsze przeniesienie na inne urządzenie i dalsza obróbka. Maszyna posiada dwie komory, dzięki czemu operator podczas trwania testu ma możliwość jednoczesnego usunięcia lub umieszczania elementu w komorze drugiej.
M SQUARED AUTOMATION SP. Z O.O.
ul. Fabryczna 15, 41 - 404 Mysłowice Polska
© Copyright 2026 M Squared Automation. Wszystkie prawa zastrzeżone
SKONTAKTUJ SIĘ Z NAMI
biuro@msautomation.pl
GODZINY OTWARCIA
Poniedziałek - Piątek 8:00 - 16.00