
MOULD CARRIER tester szczelności depaletyzator rozsztaplarka do palet gwiciarka
THREADING MACHINE
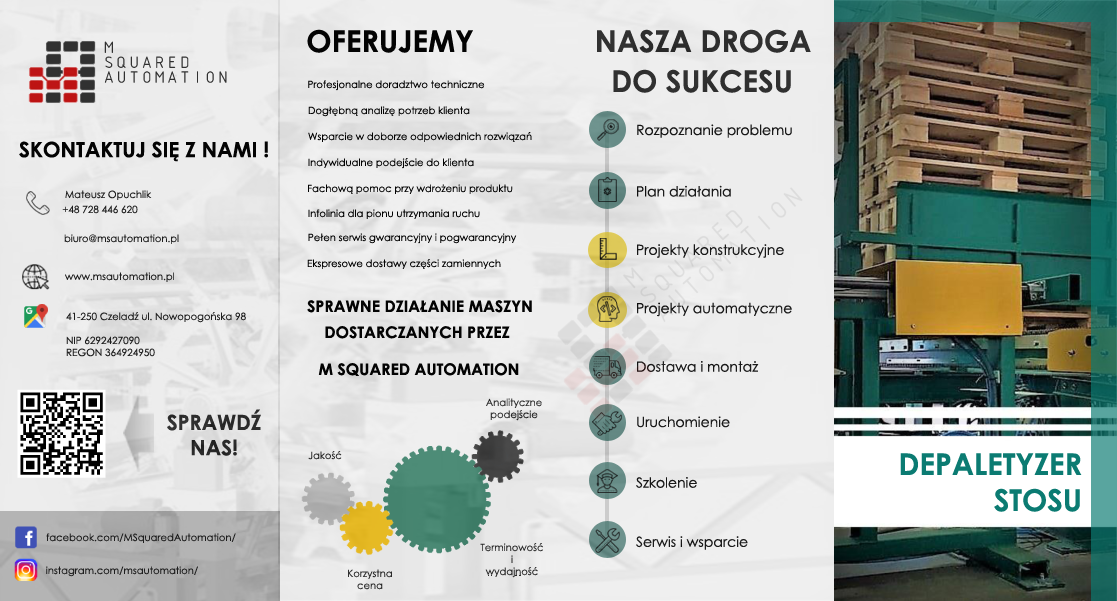
DEPALETISER tester szczelności depaletyzator rozsztaplarka do palet nośnik form
ROBOTIC STATION zrobotyzowane procesy paletyzacja
zrobotyzowane procesy zbijania
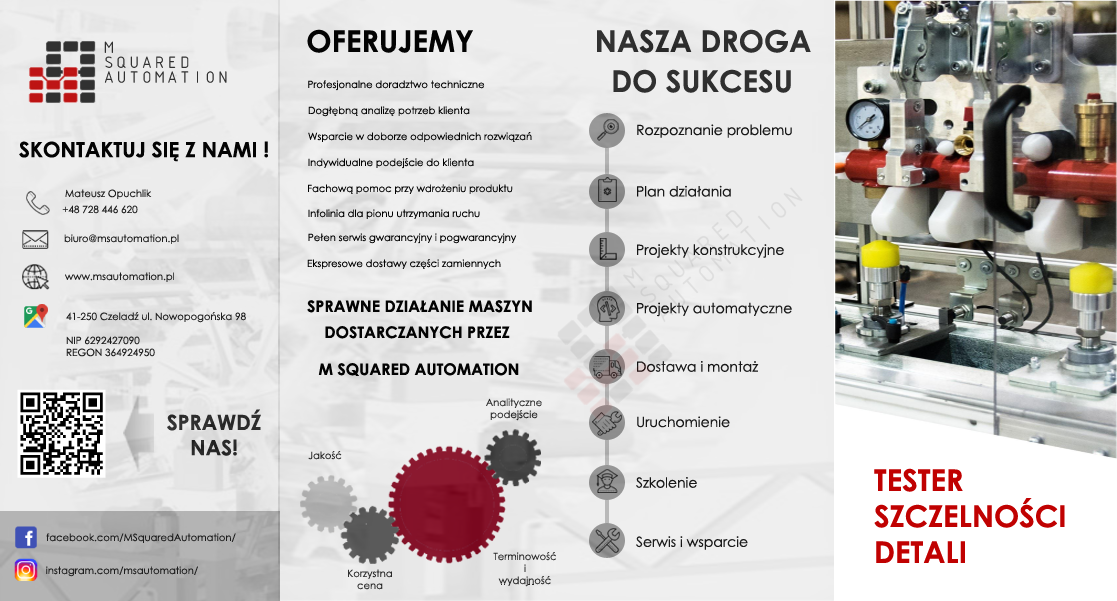
LEAK TESTER aerator leak tester safety group leak tester distributor leak tester






{kind=link}
{kind=link}
{kind=link}
OUR PRODUCTS
DESCRIPTION
Threading machine can be made in various configurations:
- different number of spindles
- adjustable tapping speed
- adjustable tapping depth
DESCRIPTION
Mould carrier is adapted to the following customer guidelines:
- suggested carrier movements
- the weight of the inserted mold
- mold closing time and the forces that block it
DESCRIPTION
Depaletiser can be made in various design versions:
- structure adapted to various transport heights
- modular structure on a common support frame
- modular construction of depaletiser with loading transport
- different conveyor lengths
PRINCIPLE OF OPERATION
Our mold carriers are driven hydraulically or pneumatically, thanks to which the locking and supporting force of the entire structure is very high. The purpose of the device is to multiply the pressure force, and thus to make an imprint on the material of the shape determined by the mold placed on the carrier. An appropriate form is applied to our machine, then a protective film and the material from which the final product is to be made. After the preliminary steps, the upper part of the press is closed and the lower part is pushed upwards. The material is pressed on both sides and formed into the correct shape. After a certain time has elapsed, the carrier is opened and it is possible to collect the finished product.
PRINCIPLE OF OPERATION
The operator puts the manifold into the tapping chamber in the right place, putting the manifold on the positioning heads and presses the start button. The scissor system lifts the manifold up and after a while the taps rotate clockwise, driven by two motors. The table goes up and the taps rotate simultaneously until the table reaches the correct height. The tap lubrication with the nozzles located directly behind the taps takes place during the entire process of going up the scissor table. During the threading process, a compensating mechanism was used to protect the taps and the divider from damage. After the signal from the limit switch symbolizing the scissor mechanism's approach to the maximum position, the revolutions are switched and the table starts to slide down. After unscrewing the taps from the manifold, the scissor table travel speed increases. At the very end of the cycle, the machine starts cleaning the taps. The brush comes out, cleans the rotating taps and a blow is started inside the machine. The opening of the tapping chamber is a sign of the end of the cycle.
PRINCIPLE OF OPERATION
The operator loads a stack of pallets onto the loading conveyor, positioning it between the side fenders. The standard length of the conveyor accommodates one stack of pallets. When the device reports its readiness by displaying the appropriate message on the HMI panel, the stack enters the depalletizing column stopping at the sensor. The position of the pallet placed at the bottom of the stack is checked with an additional inductive sensor. The tower support, together with the grippers controlled by a hydraulic drive, goes to the appropriate height determined from the operator panel. The stack is grabbed and lifted to the maximum height, thus freeing the bottom pallet. The transport system moves the pallet to the rest of the line and stops at the next sensor. In a situation where it is turned over, pneumatic actuators start to operate on the station, which rotate the pallet 180 degrees in relation to its current position. A correctly placed pallet is pushed onto the second part of the line, after checking that it is empty. The column lowers the stack to the desired height, then the grippers move apart and the cycle repeats until the entire stack is unloaded. During the operation of the tower, the operator has the option of placing another stack on the loading conveyor, which ensures the continuity of the machine's operation.
DESCRIPTION
The robotic station can be buried in various nailing and palletized elements. Thanks to interchangeable frames, it is possible to nailing details for the wood industry of various sizes and designs. The whole station was designed in such a way by minimizing the participation in the process of breaking the fences, the crate of the crate. In addition, the module of the station with a palletizing robot will be used in many industrial processes for which it is necessary to use details on equal piles in various combinations. The stacks placed as a result of palletization are ready for transport to the customer and go to the transport conveyor.
DESCRIPTION
The device can be made in various design versions:
- measurement circuit in a narrow or wide range of pressures
- the testers in the laboratory or process version can be equipped with an external ATEQ test module, which tests the tightness with hydrogen or other gases with a small particle size
PRINCIPLE OF OPERATION
The turntable, which is the main part of the robotic station has three sides on which the frames are mounted. Dedicated frames have been prepared for each type of details. On one of the sides, the operator places the boards in frames. On the other side, the process of breaking the fence or one of the walls takes place at the same time. On the third page, the palletizing robot picks up the finished part, which then delivers it to the storage conveyor or the turning machine on the storage conveyor, the robot stacks the pallets from the turntable and the turning machine. During the nailing process, the pallet is rotated on the turning machine. During nailing, should the nailer seat empty, the nailing robot travels to the tool change station and leaves it there. The tool then travels to the chamber on the operator's side and is picked up again by the nailing robot after the nails have been replaced.
PRINCIPLE OF OPERATION
The operator places the detail in a specially designed slot and closes the door. Leak tester independently rests the element in the correct position, seals the connection stubs and the pressure is applied to the inside. In the first phase of testing, the machine roughly detects the correctness of the element - whether all elements of the detail (seals and O-rings) have been attached to it. When the preliminary test shows that the detail has been made correctly, the machine starts to check the tightness. Test parameters such as pressure or test time are fully programmable from the control panel. After completing the relevant part of the test, based on the pressure drop, the machine analyzes whether the detail is tight or whether its leakage is within the limits specified in the standard. The results of each test are saved on a data carrier, thanks to which it is possible to transfer them to another device and further processing. The machine has two chambers, thanks to which the operator can simultaneously remove or place an element in the second chamber during the test.
threading machine leak tester aerator safety group tester depaletiser mould carrier robotic station
© Copyright 2024 M Squared Automation. Wszystkie prawa zastrzeżone
VISIT US
ul. Towarowa 14
41 - 103 Siemianowice Śląskie
Poland
CONTACT US
biuro@msautomation.pl
OPENING HOURS
Monday - Friday
8:00 - 16.00